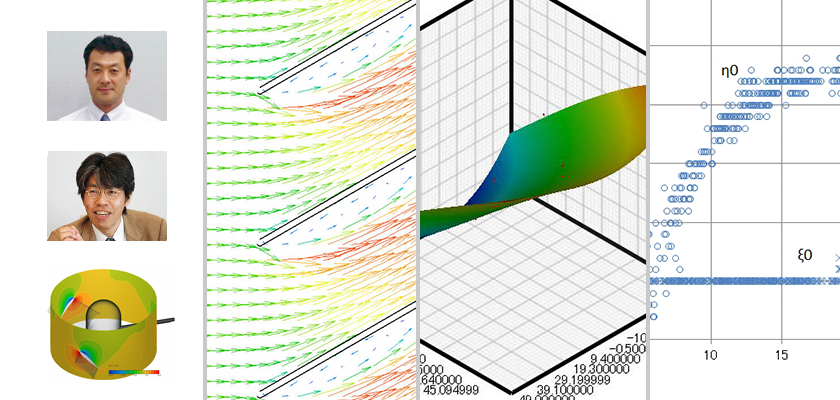
Column:Optimization
New order | Old order
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 11: Optimal shape of a louver (3)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 10: Optimal shape of a louver (2)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 9: Optimal shape of a louver (1)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 8: Search for a shape with minimum fluid drag (5)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 7: Search for a shape with minimum fluid drag (4)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 6: Search for a shape with minimum fluid drag (3)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 5: Search for a shape with minimum fluid drag (2)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 4: Search for a shape with minimum fluid drag (1)
Case Study – Learn about Thermo-Fluid Analyses Optimization No. 3: Shape optimization for a can (3)
Picked Up Contents
Whitepaper
Turbocharging CFD with Katana
Unleashing cutting-edge computational fluid dynamics from Japan
E-book
Smarter Multiphysics CFD
Software Cradle Empowers the Future of Co-simulation