
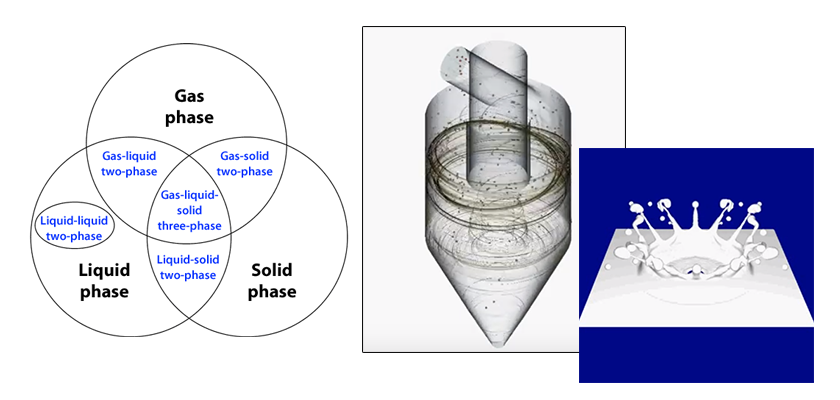
Column: Multiphase
New order | Old order
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 21. Boiling flow analysis (free surface flow analysis with phase change)
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 20. Cavitation flow analysis
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 19. Solidification/melting analysis III
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 18. Solidification/melting analysis II
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 17. Solidification/melting analysis I
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 16. Dew condensation analysis III
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 15. Dew condensation analysis II
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 14. Dew condensation analysis I
Master Course for Fluid Simulation Analysis of Multi-phase Flows by Oka-san: 13. Analysis example – Chocolate fountain
Picked Up Contents
Whitepaper
Turbocharging CFD with Katana
Unleashing cutting-edge computational fluid dynamics from Japan
E-book
Smarter Multiphysics CFD
Software Cradle Empowers the Future of Co-simulation